
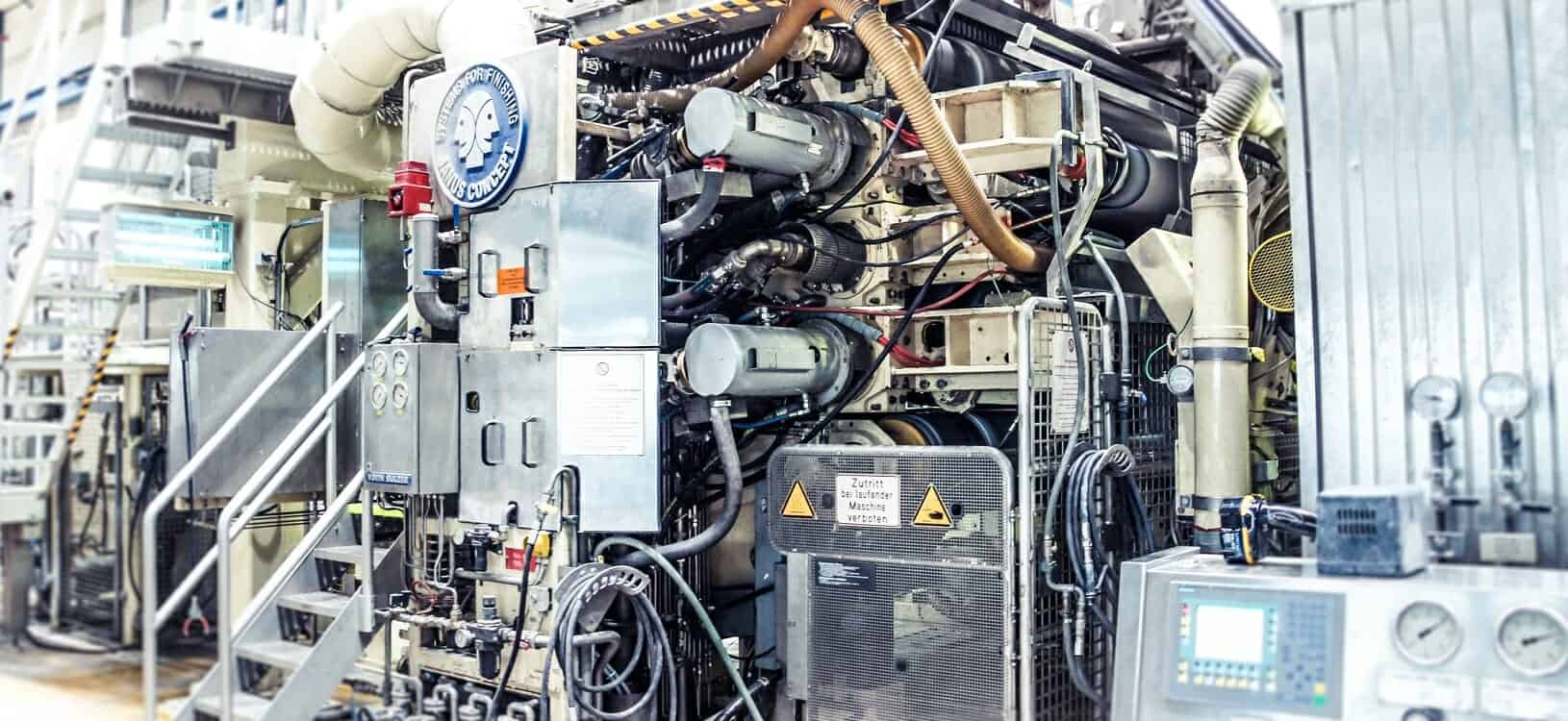
The Janus calender with rotary joints by Christian Maier inside cylindrical grey plastic casings.
Investments Refinanced with REDUCED Maintenance Costs
After increasing the production speed of the PM6 in their Kehl factory, Koehler Paper Group noted that the rotary joints situated on the calender broke down more often than before. Together with rotary joint specialists Christian Maier Heidenheim they found an efficient way to minimize maintenance and breakdown costs.
The paper machine PM 6 in Koehler Paper Group’s Kehl factory produces décor paper which serves as basis for the surface refinement of fiberboards used for laminate panels or furniture. PM6 is one of the most efficient high-performance machines in its class.
An important part of the plant is the vertically oriented Janus calender with five rolls. Here, the paper is supercalendered so that the best possible quality is achieved during later printing and resin coating. The calender is heated by supplying the rolls with heat transfer oil which provides an even temperature distribution on the surface of the rolls. A rotary joint is required to feed the 195°C hot oil into the rotating roll. For this purpose, the rotating part of the rotary joint is connected with the roll whereas the fixed part comes with the inlet and outlet connections for the heat transfer oil.
Highly Reactive Hot Oil
The rotary joint was delivered by Christian Maier GmbH & Co.KG. Rotary joints for hot oil respond to a special challenge because their sealing is subject to very high demands. Heat transfer oil is highly reactive when temperatures exceed 120°C: it oxidizes immediately into crystalline structures when it gets in contact with even the smallest amount of air. “These crystalline particles are tremendously abrasive, and even the most minor leak can lead to the destruction of bearings and seals within a very short time,” explains Florian Maier, CEO and managing associate of Christian Maier.
As a standard, the calenders of the PM6 were equipped with rotary joints by Christian Maier which provided additional protection with a layer of grease between seal and atmosphere. In the beginning, this solution worked without any major breakdowns. But when Koehler Paper Group increased the production speed by about 60% compared to the speed initially used, the seals of the rotary joints began to cause problems. There were more and more breakdowns which always led to an unscheduled stoppage of the machine. “The capacity of the sealing system had obviously reached its limits when we combined high temperature with high speed, ” reports Frank Heyne, production manager for PM6 at Koehler Paper Group.
High Downtime Costs
Koehler Paper Group wanted a permanent solution of the problem because of the high costs incurred with the breakdowns. The loss in productivity due to idle periods added to the expenditure for spare parts and service technicians. “Before the repairs could begin, the calenders had to cool down for several hours until the temperature of the heat transfer oil had reached a range that was safe for work,” Frank Heyne says. The question arose if it was possible to improve the current technology or if it made more sense to find a completely new way to restore the reliability of the production process. Faced with the great expenses of an unscheduled machine stoppage the economic perspective was clear: investing in new rotary joint technology will only be profitable if it is possible to plan shutdown times as well as the expenditure for maintenance and if the absolute risk of breakdowns can be minimized.
New Sealing Concept
As a result Christian Maier developed a new approach for optimizing production safety: in line with an upgrade, PM6 would receive new rotary joints with a double-sealing system which was designed to achieve maximum tightness. Frank Heyne describes the decision-making process: “We compared the investment costs with the possible savings in maintenance expenditure and downtime costs, and then decided to put the proposal into practice.” The newly installed rotary joints of series DQ use two layers for sealing: the first layer protects the heat transfer oil with a quench medium, and the second layer separates the quench medium from the atmosphere. The same heat transfer oil is used for both layers but as a quench medium it is cooled down to a temperature ranging between 70° and 80°C. “At this temperature, the contact with air will not cause any problems because the oil does not react with the oxygen so there won’t be any crystallization,” Florian Maier explains. The quench medium is cooled down by a separate cooling unit which is located in the floor below the calender.
Permanent Monitoring
In order to achieve a maximum of operating safety Christian Maier rigged the unit with additional equipment. Sensors are permanently monitoring important operating data like filling level in the cooling oil tank, possible pressure drops at the filters or the flow rate through the rotary joints. These data are fed into the software of the machine triggering an alarm when a critical point is reached. The machine operator will then be able to intervene in time and prevent shutdown of the machine by readjusting the parameters. As an additional safety measure, the cooling circuit is equipped with an emergency bypass pump which will start working if the main pump breaks down.
The objective target was to design a system that would enable PM6 to continue production in case of an error notification until the next scheduled shutdown for maintenance and cleaning. The usual production cycle takes four to five weeks. It begins with the production of white paper and normally ends with black paper. Afterwards, the machine is shut down to remove all color residues by intensive cleaning and to prepare it for the next cycle beginning with white paper. “A small leakage in the cooling system, for example, can be bridged for such a short period by regularly topping up the oil and continuously checking the system,” Florian Maier says. When the machine is then shut down as scheduled, the required maintenance jobs can be done without resulting in additional expenses.
Cost Savings Achieved
The plan to considerably reduce maintenance expenses by means of additional investments could only be put into practice because all parties concerned acted in concert. Both Koehler Paper Group and Christian Maier made failure-free production their top priority. They were also in agreement that the costs for investment, maintenance and breakdowns could not be regarded as isolated items but had to be seen as a comprehensive package. On this mutual basis they managed to find a solution.
Since the upgrade of PM6 in 2014, the plant has been running without any disturbances or breakdowns caused by the rotary joints. This means that the two companies were successful in refinancing the investment through savings in maintenance costs and, above all, through cuts in the expenses for unscheduled breakdowns. Production manager Frank Heyne sums it up: “Avoiding two or three unplanned machine stoppages has already paid off and amortized the complete amount invested.”

View of the dryer section
YOUR COMPETENT PARTNER
Service for a whole product life
We are at your side: during product purchase, commissioning, ongoing operation, or modernization. Whether consulting, spare parts, maintenance or repair. And that worldwide. Learn more about our service.
The maierGROUP
Learn more about the certified
specialists in rotary joints.